News / Blog
What is Swiss Lathe? How does it works?
Jan 02, 2020
CNC Swiss
20 Comments
RECENT POST
01/02/2020
What is Swiss Lathe? How does it works?
01/03/2020
How to install Treaded Inserts
If it’s been a while since you’ve taken a look at CNC Swiss type automatic lathes (screw machines), you might want to check them out. These days, they’re more powerful than ever. They still have the fast cycle times and flexibility that have made them the standard in many precision, high production applications. But now even more tools and more options are available, and sophisticated controls help streamline the machining process.
Always preferred for long, slender turned parts, Swiss machines are now widely used for small, complex parts — even pieces that have no turned surfaces at all. “If the part is 1.25″ [diameter] or under, it can most likely be produced on one machine and dropped complete,” said Brian Such, customer support group manager at Marubeni Citizen-Cincom, Inc., Elk Grove Village, Ill.
How Swiss Works
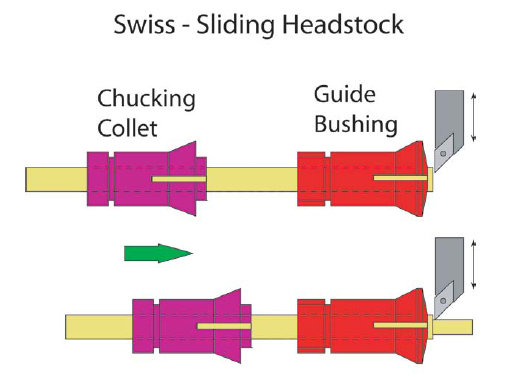
In a conventional lathe that has a fixed headstock, the workpiece is held in a chuck or collet and extends into the machine enclosure as a cantilever or can be supported on the end by the tailstock. What distinguishes a Swiss machine from other types is that its headstock moves. Bar stock passes through a chucking collet in the headstock, which clamps onto it. The bar emerges into the tooling area through a guide bushing, which locates the bar radially during machining. The headstock moves precisely back and forth in the z-direction, taking the bar with it.
The turning tools, carried on gang slides (see machine photos), contact the bar very close to the guide bushing, usually within 1 mm to 3 mm. The motion of the bar provides the feed for this cutting action.
Gang slides carry holders for fixed single-point or other tools, and may support live tooling. Many machines have a secondary spindle, back working tool stations, and sometimes one or more turrets that carry more tools, as well.
Have parts 1.25″ diameter or less? We can make them complete on one of our sliding-headstock CNC machines.
Deflection Correction
The purpose of supporting the workpiece with the guide bushing is to maintain precision throughout the machining of the workpiece.
A physical object subjected to a force will deflect. On a conventional lathe, if the cutting forces cause too great a deflection the accuracy of the cut will suffer. A widely accepted rule of thumb says that on a conventional lathe when you turn parts with a length-to-diameter ratio of greater than 3:1, you should use a tailstock to prevent excessive deflection. For a ratio greater than 6:1, you would use a steady rest or follow rest to support the middle of the part.
If you hold a workpiece securely at one end and push sideways on the unsupported end, the workpiece bends a certain amount. Push with the same force on a longer workpiece and it will bend more. In fact, the deflection for a given force increases as the cube of distance from the support to the force is twice as long with eight times the deflection. So if you apply a certain side force to the end of a 2″ part, and it deflects 0.001″, the same force applied at the end of a 4″ part of the same diameter will cause 0.008″ deflection.
With a Swiss machine, the guide bushing supports the workpiece so close to the tools that the deflection due to the cutting forces is essentially zero. As a result, you can take heavy cuts and still maintain precise dimensions on the part.
ARCHIVES
March 2015
Februari 2015
Januari 2015
Desember 2014
November 2014
TAGS
architecture
civil
engineering
construction
mechanical
eletrical
industrial
communication
electronics
tips
management
How a Swiss type machine works. The chucking collet grips the bar so it is pushed through the guide bushing as the headstock moves. (Based on an illustration provided by REM Sales LLC.)
Better, Faster
The advantages of CNC Swiss machines come from both the guide bushing, and the geometry and mechanics in the tool zone.
• Depending on the machine, there may be room for 20 tools or more in the tool zone. Some higher-end machines have tool changers available.
• Since the machines are relatively compact and the tools do not have to move very far, the chip-to-chip time from one tool to the next can be one second or less.
• Often a single heavy cut removes all the necessary material.
• Surface finish can be excellent and often eliminates the need for grinding.
• A machine with a sub-spindle allows working on the back side of the part.
• A Swiss machine can make complex parts using simultaneous operations, and may be able to have as many as three or four tools cutting at the same time.
• In most cases secondary operations are eliminated, since a Swiss machine can mill, drill, ream, saw and do other operations within the machine. The part comes off the machine ready to ship.
• Setup times may be relatively short. If you are machining a family of parts it could take 10 minutes to change from one to another. Other changeovers might take an hour or two. Since your Swiss machine may have 20 or more tools mounted, you can plan your tooling so that all the tools you need for several jobs stay right in the machine.
• Once the machine is set up and the bar stock placed in the bar loader, your Swiss machine can run for hours unattended.

How a Swiss type machine works. The chucking collet grips the bar so it is pushed through the guide bushing as the headstock moves. (Based on an illustration provided by REM Sales LLC.)
A Little History
Swiss CNC automatics may be the very latest thing, but their mechanical predecessors have been around for more than a hundred years. In the 1800s, as increased industrialization took place, the need grew tremendously for interchangeable parts made with some degree of precision, and inventors developed technologies to help meet that need. The collet chuck was patented in the 1870s. This allowed use of bar stock and, not long after, the first moving headstock machine was developed in Switzerland. These machines became known as Swiss-type screw machines and were used mainly in the watch making industry.
In the 1960s Swiss machines came into more widespread use, and in the 1970s CNC versions became available. Over time tooling-area options came to include turrets and gang slides, live tooling and secondary spindles. By the 1980s Swiss machines were used extensively in making parts for the semiconductor and electronics industries. Improvements in design, servomotors and controls during the 1990s made for stronger, faster, more sophisticated machines to make parts for medical and aerospace applications, in addition to general machining work.
Like everything else, CNC Swiss type machines vary in cost, depending on the manufacturer, model and selected options. Here are some examples of prices from a number of different manufacturers.
• Expect to pay around $170,000 for a mid-range 20 mm (about 3/4″) unit.
• A simpler 16 mm (about 5/8″) unit will be about $70,000.
• On the higher end, a unit with a package of options for a specific application, will run in the “under $300,000” range.
You can’t read your future, of course, so you’ll have to make your best guess as to how you’re going to use your new Swiss machine. Spend a little more, and you can get a machine that has more tooling options.
Swiss Is Different
If you have been working exclusively with lathes and purchase a Swiss machine, you’ll find you’re processing parts differently in order to take advantage of the machine’s capabilities. “On a Swiss type machine, you machine apart from one end to another,” said Dan Murphy, regional sales manager at REM Sales LLC, Hoffman Estates, Ill., importer of Tsugami products. “If you have a groove halfway down, you turn to the groove, make the groove, then turn the rest.”
Because the work is supported right next to the tool, you can safely take heavy cuts on a Swiss machine, where on a lathe you’d take multiple cuts and try to keep cutting forces low enough to prevent too much deflection. On a Swiss machine, often you will do all cutting in a single pass without any backtracking.
Scrap can become an issue, especially for pricey materials. Because of the Swiss machine’s geometry, for every piece of bar you’ll have a remnant of 6″ to 12″. If you are running extremely expensive material, you could buy 10-foot bar stock and join a section of less expensive material at the end of each bar.
On a Swiss machine, the dimensional quality of your parts will, to some extent, depend on the straightness and roundness of the bar you use. “Swiss is as good as your bar stock. If the bar is bent, you get bent. If the bar out of round, you get out of round,” said Daniel Dean, national sales manager at REM Sales.
“[The part will be] about 50 percent better than the quality of the bar itself,” said Such. “For example, if the bar stock is 0.001” TIR roundness, a Swiss machine can cut that part to about 0.0005″ TIR.”
Do you need to use straightened, centerless-ground bar stock? Some manufacturers say yes, you always should. Others recommend it, but don’t require it. Brian Such suggested using ground stock only when needed to meet the tolerances on the print. In his experience, he said, “many Swiss users say they generally run 60 percent non-ground bar and about 40 percent ground bar stock.”

Complex parts made on Swiss machines. At far left, a part used in a dental instrument has several holes on each end, some reamed, some tapped, all off-center. When made on conventional machine tools, this piece required operations on nine different machines. It is produced complete on the Swiss. (Photo courtesy of Marubeni Citizen-Cincom, Inc.)
Adding Swiss to the Mix
If you’re running small, complex parts on your CNC lathes, you might be better served by running them on a Swiss machine, freeing up the lathes for larger, more appropriate parts. “When we walk around somebody’s shop,” said Such, “we [might look at] 10 machines. Usually on seven of them are parts that could be made on Swiss machines. Often you could run all those parts on two Swiss.”
Many new Swiss users already run multi-function fixed head lathes that mill and drill in addition to turning, so they have an idea about how to use a machine with multiple capabilities, said Mike Tyler, president of Tyler Machine Tool Company, Inc., Seabrook N.H., the North American importer of Nexturn Swiss CNC machines. Also, the controls on the Swiss machines are familiar to most users, he said, and offline programming software helps users generate programs tailored to Swiss operation.
New users are “amazed at the productivity of the Swiss machines and the consistency of the parts,” said Tyler, as well as the high-quality surface finish.
Depending on the sizes of parts you’re making and the mix of your jobs, acquiring a Swiss machine or two could reduce cycle times and eliminate secondaries for parts on the smaller end of your range, and at the same time free up your other equipment to produce larger parts.
Share this post

Today Machining World
Based on an article from Today’s Machining World Archive: February 2009, Vol. 5, Issue 02.
Looking for the Best Engineering Solution for your Project?
GET STARTED NOW
ABOUT US
AVF Inserts
subsidiary of VF Decolletage Co, Ltd.
Lot 11 Zone A1 Tan Thoi Hiep Ind Zone, W. Hiep Thanh D.12, HCMC, Vietnam.
Web: www.avfinserts.com - www.avfinserts.vn
Email: sales@avfinserts.com
Tel: +84.283.717.5001
Fax: +84.283.717.5278
AVF Decolletage
5754 Old Clifton Rd,
Clifton VA 20124, U.S.A.
Email: info@avfdecolletage.com
Tel: +1.571.393.3099
PRODUCTS
All Rights Reserved © 2020 | AVF Inserts